制版、打樣、印刷。是傳統(tǒng)印刷業(yè)工藝流程。爾現(xiàn)在隨著數字、電子技術的蓬勃發(fā)展和技術與工作流程等新技術在印刷領域的廣泛推廣,使的印刷業(yè)在一次出現(xiàn)新亮點,“數碼打樣”。
我們今天所說的就是要如何用好“數碼打樣”盡可能再工作中最大限度發(fā)揮其特長和優(yōu)勢。
工欲行起事,必先利其器。我就以HP10PS為例來做說明:
HP10PS六色噴墨機
速度:最佳模式4mpp(A3+尺寸)
介質類型:打樣紙、涂料、光澤、背光、不透明、乙烯紙、等
介質尺寸:最大13×19英寸 最小3×5英寸
接 口:并口、USB、網口(僅用于20PS)
體 積:442.23×723.92×223.16mm(長×寬×高)
重 量:12.5公斤
電 源:100-240V
功 耗:最大功耗65瓦
環(huán)境范圍:工作溫度: 15度至30度 工作濕度:20至80%無凝結。
以廣告公司設計作品來說,首先一個設計樣在定稿前可能要出2次膠片4次樣,用于同客戶交流討論。還不包括此間的易稿。在過去傳統(tǒng)打樣這些步驟是不可避免也是必須的。傳統(tǒng)打樣的流程已經為人們所熟知,這里就不多說了。在有了“數碼打樣”這些工作就變的易如反掌了。
數碼打樣的流程是怎樣的呢?
傳輸- (PC、MAC) 軟件解釋
數據 計算機 10PSRIP輸出 客戶、印刷廠
(PS、TIF、JPEG、BMP) (獨有色彩曲線)
HP10PS有全新閉環(huán)色彩校準系統(tǒng)和內置的色彩傳感器,可自動調節(jié)輸出,以便對因不理想的打印條件、材料或環(huán)境等因素而造成的色彩不準確性進行補償,從而達到與預設的色彩檔案相一致,確保數據文件的輸出色彩準確;惠普"寫真手"都采用了效果出眾的新6色墨水系統(tǒng),包括淺青、淺品紅,以及青色、品紅、黃色和黑色,因此可打印的色彩范圍更廣,能更準確地再現(xiàn)色彩;HP10PS應用了惠普高性能的新型打印頭,第個打印頭多達304個噴嘴,墨滴僅為4皮升,再結合惠普獨特的色彩分層打印技術,使分辨率高可達2400×1200dpi,實現(xiàn)了每一個細節(jié)的完美再現(xiàn)和色調的極致逼真;HP10PS還有特別設計的專用于打樣的高質量介質,惠普磨砂或光澤打樣紙使輸出的效果能真正模仿膠印效果。所有這些特性可確保全套程序具有完整的色彩管理和準確的色彩輸出。
把定稿轉入連接打樣機的計算機上。在確定文件正確后,也就是說要被使用的文件是打樣機所能接受的文件,并且,該文件是最后訂稿。在通過HP10PS打樣機輸出,在前兩年由于數碼打樣在國內還屬于新生事物,在進入中國市場后未能發(fā)揮其主要優(yōu)點。有專業(yè)人事分析過在國際上數碼打樣色彩匹配是以歐州標準而制定的并不括合我國現(xiàn)有印刷廠的標準也就是說我們在引進其硬件設備時并未把它真正融入中國市場,做的惟我以制用。 在那時只是一種單一硬件平臺,隨著時間的推移它越來越不能適應數碼打樣的發(fā)展,也影響了其在國內的發(fā)展和推廣,而后HP與彩虹公司合作開發(fā)了色彩曲線(色彩管理的顏色標靶是HP與彩虹迪捷公司應用國際先進的色彩測試工具、打印設備、打樣RIP,經過兩年的實驗、探索,結合十余年傳統(tǒng)制版、打樣的經驗,創(chuàng)新推出了適合國內印刷條件的數碼打樣色彩管理數據包,結合惠普最新推出的10ps圖形彩色噴墨打印機。并以IT8.73。928個色塊作為進行色彩測量的色靶,它基本涵蓋了印刷常用色,數碼打樣的顏色還原度以它的測量參數進行衡量參考)這一問題最終得到了解決。
對于那些打算購打樣機和已經購機的用戶應該注意的是:
在現(xiàn)階段,我國印刷行業(yè)對于印刷適性的不唯一性。而給數碼打印帶來諸多不便,這就要求我們要把定量與變量掌握好。這里變量是指印刷適性:速度、壓力、壓印和受周邊環(huán)境等因素影響濕度,濕度,油墨,墨量。不可避免的是無論多么有把握設計師在用數碼打樣HP10ps都要認真的選擇相對應的參數,這包括墨水,紙張,精度還有打印曲線。該曲線并不是打樣機自帶的曲線,而是HP與彩虹迪捷公司在根據中國用戶普遍采用的不同紙張、不同油墨、不同設備及不同環(huán)境中色彩的差異,提供每種不同組合所需要的修正后的數碼打樣曲線?;谶@種現(xiàn)狀,彩虹迪捷公司開發(fā)了適用于國內用戶使用的彩虹色彩管理系統(tǒng)CMS組成。
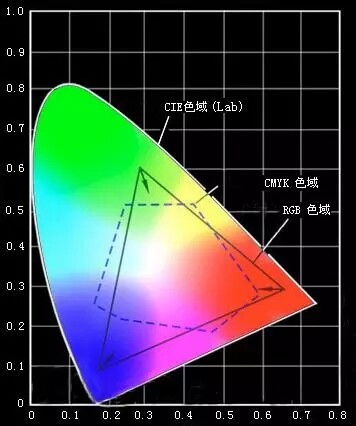
彩虹色彩管理系統(tǒng)CMS采用ICC標準對工作流程中的不同設備的色域空間進行管理,共由三部分組成:一是和設備無關的CIE參考顏色空間;二是設備的ICC特性文件PROFILE;三是在管理過程的色彩管理模塊CMM。其中,色彩管理模塊CMM是核心,它是用專業(yè)的數碼打樣軟件結合其他的色彩管理軟件,對色彩空間轉換進行精細較正的數據集成。這些數據是集中了國內通常使用的印刷材料和工藝,并在不同的生產條件下做大量深入的色彩空間模型實驗來模擬印刷和打樣結果而測得,所以數據準確全面。
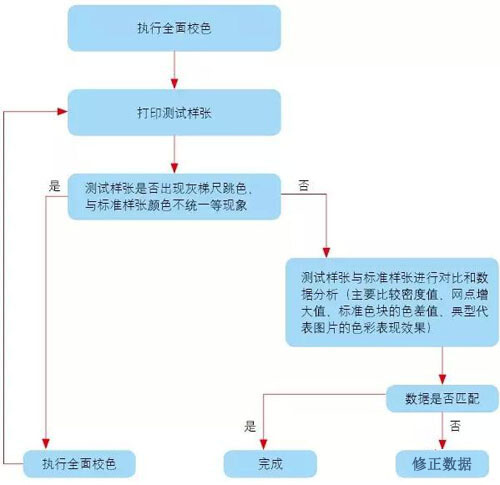
彩虹色彩管理系統(tǒng)對打樣色彩進行管理時,一般要經過以下三個基本步驟:
一是生成反映打樣或印刷特性的ICC特性文件Profile。對傳統(tǒng)打樣或印刷標準ISO IT 8.7/3色塊圖,采用彩虹油墨控制數據管理標準,用軟件PrintOpen(或ProfileMaker、ColorFlow),配合分光光度計X-rite的DTP-41(或GretagMacbeth SpetroScan),生成反映印刷適性的ICC Profile。
二是生成反映彩色打印機特性和所使用打印機紙張的ICC Profile。對彩色打印機在未用彩色管理情況下打印ISO IT 8.7/3色塊圖,也是用同樣的軟件和配合相同的分光光度計,生成打印機的ICC Profile。
三是色域轉換。將印刷適性的ICC Profile和打印機的ICC Profile在數碼打樣軟件中,采用惠普迪捷色彩管理模塊CMM進行顏色空間的數據轉換,使惠普打印機打印出來的圖像圖形和對應的印刷適性印刷出來的標準樣張達到顏色一致。
10ps因采用惠普迪捷的色彩管理數據集成技術,一旦打樣調色文件(ICC文件)確定,則每一幅圖的打樣色彩即確定,遵照相關步驟操作即可。
10ps圖形彩色噴墨打印機工序穩(wěn)定,可滿足不同環(huán)境與不同需要,設計人員定稿后客戶在未確定之前采用數碼打樣可省很大一比出片費。其反復性及高但又不容易出錯。并可遠程打樣?,F(xiàn)代科技已大大縮短人們地域間距離。這樣還可節(jié)省一筆可觀的車馬費。
在經過多方的努力現(xiàn)在數碼打樣全已經相當成熟。經過規(guī)范的制定和普及我們終能將煩瑣的工作變的有新意。使數碼打樣能打破常規(guī),打出動人色彩。
共有 網友評論